NCG CAM 황잔삭 링크 개선 — 후퇴·연결 스무싱으로 가공 시간 단축
NCG CAM 황잔삭 툴패스에서 후퇴 높이가 높으면 급속 이동이 많아 시간이 낭비됩니다. V18→V19→V19.0.12의 개선 과정과 스무스 연결 옵션의 효과를 정리합니다.
황잔삭에서 후퇴 높이가 문제가 되는 이유
황잔삭 가공에서는 절삭 영역 사이를 이동할 때 공구가 후퇴 높이까지 상승한 뒤 급속 이동으로 다음 위치로 넘어갑니다. 이때 후퇴 높이가 높으면 상승 후 급속 이동, 즉 공중 이동이 많아집니다.
공중 이동은 소재를 깎지 않는 시간입니다. 짧은 절삭 경로가 많고 그 사이마다 공구가 높이 올라갔다 내려오기를 반복하면, 실제 절삭에 쓰이지 않는 시간이 누적되어 전체 사이클 타임이 길어집니다.
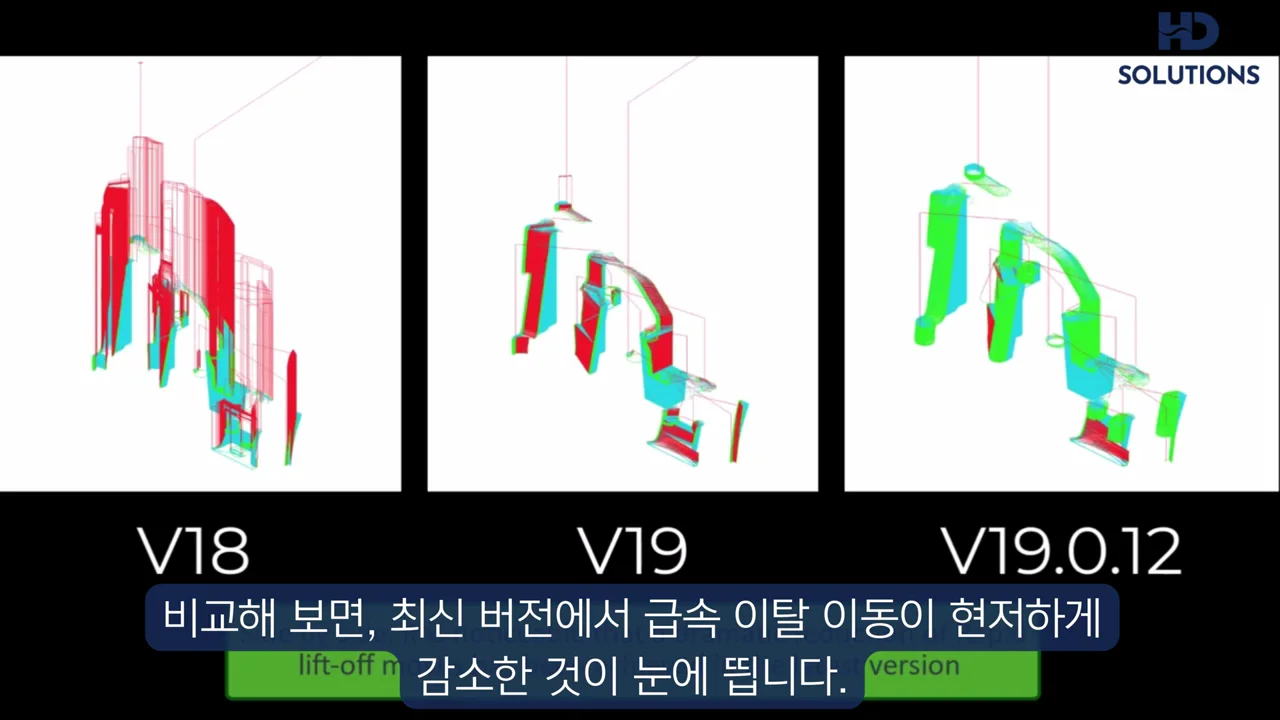
버전별 개선 과정: V18 → V19 → V19.0.12
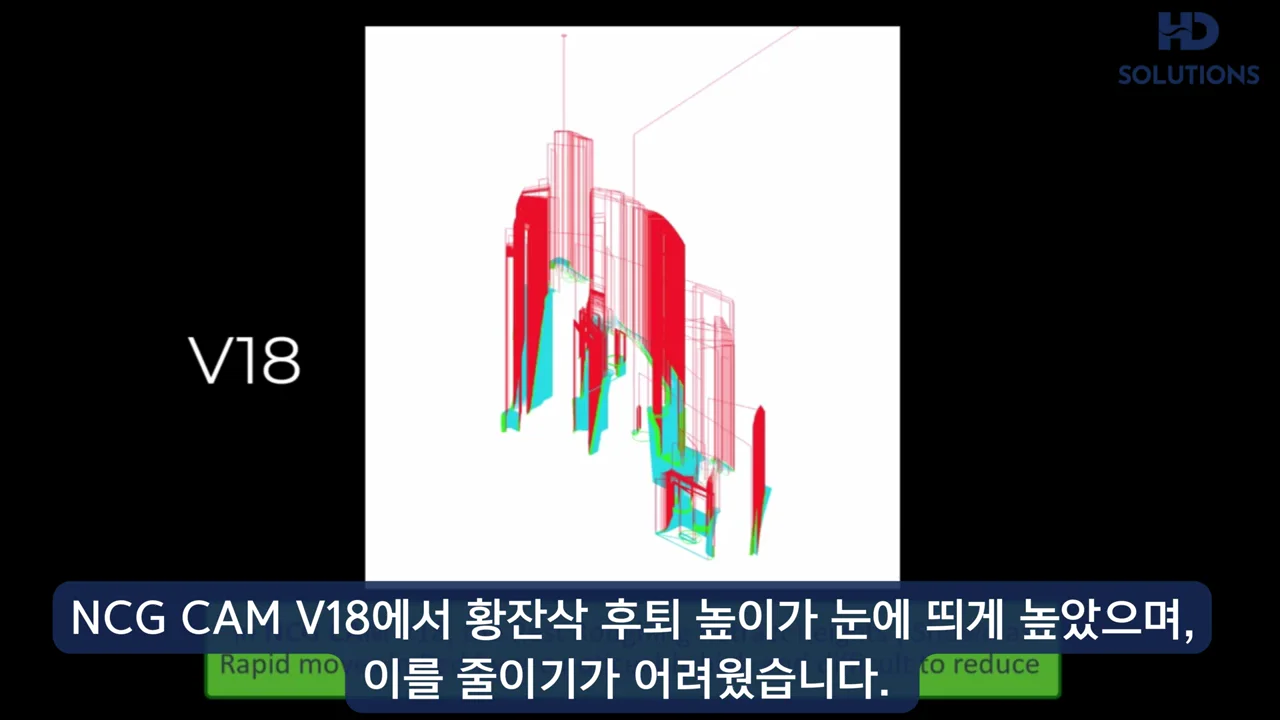
- V18 — 황잔삭의 후퇴 높이가 눈에 띄게 높았고 줄이기 어려웠습니다. 그만큼 급속 이동 구간이 많았습니다.
- V19 — 후퇴 높이가 개선됐습니다. 다만 여전히 상승 후 급속 이동이 발생하는 구간이 남아 있었습니다.
- V19.0.12 — 스무스 연결(Smooth Connections) 옵션으로 링크되면서, 빨간색으로 표시되던 급속 이동이 대부분 제거됐습니다.
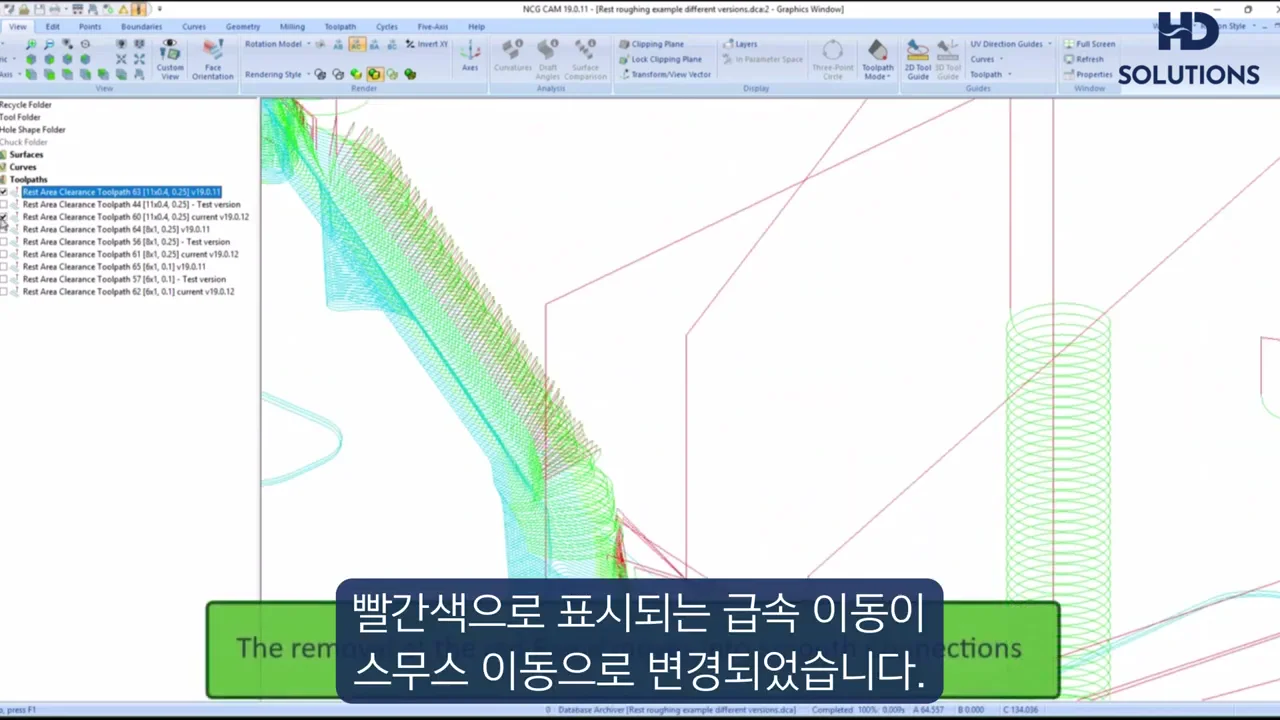
스무스 연결이 툴패스에 주는 변화
V19.0.12의 스무스 연결이 적용되면, 기존에 빨간색으로 표시되던 급속 이동이 스무스 이동으로 변경됩니다. 짧은 절삭 경로와 여러 번의 급속 이탈 이동이 감소하면서, 전체적으로 더 효율적인 툴패스가 생성됩니다.
현장에서의 의미
- 사이클 타임 단축 — 급속 이동(공중 이동)이 줄어드는 만큼 가공 시간이 단축됩니다.
- 공구·장비 부담 감소 — 스무스한 연결은 급격한 상승·하강과 방향 전환을 줄여 부담을 낮춥니다.
황잔삭은 잔여 소재를 제거하는 특성상 짧은 절삭 구간이 많이 생기기 쉬운 공정입니다. 그만큼 링크 동작의 효율이 전체 가공 시간에 미치는 영향이 크며, 이번 개선이 실질적인 효과로 이어지는 지점입니다.
정리
NCG CAM 황잔삭 링크는 V18의 높은 후퇴 높이에서 시작해 V19의 후퇴 높이 개선을 거쳐, V19.0.12의 스무스 연결로 급속 이동 대부분이 제거되는 수준까지 발전했습니다. 급속 이동이 스무스 이동으로 바뀌며 툴패스 효율이 높아지고, 사이클 타임 단축과 공구·장비 부담 감소를 기대할 수 있습니다.
NCG CAM 황잔삭 링크 문의
NCG CAM 황잔삭 링크 개선의 적용이나 버전 업그레이드가 궁금하면 HD솔루션즈로 문의해 주세요.
NCG CAM 살펴보기함께 읽으면 좋은 콘텐츠
정밀가공 기업 CAM 도입 사례
반도체 부품을 가공하는 정밀가공 기업 혜성하이테크. 기술자를 구하기도, 붙잡기도 어려운 인력난 속에서 누구나 쉽게 배울 수 있는 CAM(HD-Fusion)을 도입해 '여직원이 프로그램을 짜고 남자직원이 기계를 돌리는' 체계를 만든 과정을 지상은 대표의 이야기로 들어봤습니다.
콘텐츠 읽기
방산 부품 정밀가공 기업 CAM 도입 사례
미사일 동체 부품을 정밀 가공하는 방위산업체 윈테크놀로지. CAM 프로그램은 화면에서 잘 돌아가는데 정작 실제 장비에서는 운영이 안 되던 문제를, ESPRIT CAM으로 해결한 과정을 이상철 대표와 김현규 생산팀장의 이야기로 들어봤습니다.
콘텐츠 읽기